By introducing new cutting edge technologies the “Metal sponge” or “metal foam” or” cellular metal” are consisting of solid metal frequently aluminum ,containing large volume voids or gas filled pores.This pores can be sealed or which is called closed foam or they are interconnected network called open foam. This foams have very high porosity ie 75% to 95% of volume consists of void spaces.One more interesting thing I like to share ie this metal can be float in water this will be discussed later on....

POROUS METAL:- The metal consisting of multitude of pores ie closed,curved gas voids with smooth surface.
Cellular metal: a space is divided into distinct cells. The boundaries of these cells are made of solid metal, the interior are voids. Ideally, the individual cells are all separated from each other by metal but often this restriction is free from stress or strain...
HISTORY:-
The first record of metal foams are formed late 1940's, when Benjamin Sosnick filed a patent on a "Process for making Foam like Mass of Metal". His method exploited the fact that in alloys containing different phases with widely different melting and boiling points, the phases can melt and boil independently. In the process, a multiphase alloy is heated, with the composition of the alloy chosen so that one of the components boils while the other has only melted. The alloy was held in a pressure vessel during heating, so that the gaseous metal could not escape the liquid. Releasing the pressure led to sudden boiling of the mixture - which could then be cooled to form a solid full of closed pores. Suggested uses exploited the improved impact resistance of the foam, and its heat and sound absorbing properties.
TYPES OF METAL FOAMS:-
OPEN METAL FOAMS:-



The open cell foam is consisting of solid metal which containing large volume of gas filled pores then they are like interconnected network it is said to be OPEN CELL
The application of this is plenty like heat exchangers ,energy absorbtion, light weight opticals,manufacturing ,advance aerospace technologies & etc..
CLOSED METAL FOAM:-


The metal foam consisting of solid metal containing a large volume of gas filled pores can be sealed then it is said to be CLOSED CELL.
Closed-cell foams retain the fire resistant and recycling capability of other metallic foams but add an ability to float in water.
MANUFACTURING:-
Foaming of Melts by Gas Injection (Hydro/Alcan)

The first method of foaming aluminium and aluminium alloys is exploited by using Hydro Aluminium and by Cymat Aluminium According to this process, described schematically in , silicon-carbide, aluminium-oxide, or magnesium-oxide particles are used to enhance the viscosity of the melt. Therefore, the first step comprises the preparation of an aluminium melt containing one of these substances, making it a metal-matrix composite (MMC). This step reportedly requires sophisticated mixing techniques to ensure a uniform distribution of particles. A variety of aluminium alloys can be used.
The melt is foamed in a second step by injecting gases (air, nitrogen, argon) into it using specially designed rotating impellers or vibrating nozzles. These generate very fine gas bubbles in the melt and distribute them uniformly. The resultant viscous mixture of bubbles and metal melt floats up to the surface of the liquid where it turns into a fairly dry liquid foam as the liquid metal drains out. Because ceramic particles are in the melt, the foam is relatively stable. It can be pulled off the liquid surface and is then allowed to cool down and solidify. The resulting solid foam is, in principle, as long as desired, as wide as the vessel containing the liquid metal allows it, and typically 10 cm thick. The volume fraction of the reinforcing particles typically ranges from 10% to 20% with a mean particle size from 5 mm to 20 mm. The choice of particle size and content has been carried out empirically. If content or particle sizes are too high or too low problems can result, as shown in. The densities of aluminium foams produced this way range from 0.069 g/cm3 to 0.54g/cm3, average pore sizes from 25 mm down to 3mm, and wall thicknesses from 50 mm to 85 mm The average cell size is inversely related both to the average cell wall thickness and to the density and can be influenced by adjusting the gas flow, the impeller speed, nozzle vibration frequency, and other parameters.
The melt is foamed in a second step by injecting gases (air, nitrogen, argon) into it using specially designed rotating impellers or vibrating nozzles. These generate very fine gas bubbles in the melt and distribute them uniformly. The resultant viscous mixture of bubbles and metal melt floats up to the surface of the liquid where it turns into a fairly dry liquid foam as the liquid metal drains out. Because ceramic particles are in the melt, the foam is relatively stable. It can be pulled off the liquid surface and is then allowed to cool down and solidify. The resulting solid foam is, in principle, as long as desired, as wide as the vessel containing the liquid metal allows it, and typically 10 cm thick. The volume fraction of the reinforcing particles typically ranges from 10% to 20% with a mean particle size from 5 mm to 20 mm. The choice of particle size and content has been carried out empirically. If content or particle sizes are too high or too low problems can result, as shown in. The densities of aluminium foams produced this way range from 0.069 g/cm3 to 0.54g/cm3, average pore sizes from 25 mm down to 3mm, and wall thicknesses from 50 mm to 85 mm The average cell size is inversely related both to the average cell wall thickness and to the density and can be influenced by adjusting the gas flow, the impeller speed, nozzle vibration frequency, and other parameters.
A disadvantage of the direct-foaming process is the eventual necessity for cutting the foam, thereby opening the cells.
Foaming pure, additive-free metallic melts with inert gases may be a means to avoid some of the unwanted side effects of stabilizing additives in metallic melts (e.g., brittleness). To keep viscosity low, the foaming process has to take place at temperatures very close to the melting point. This can be done by bubbling gas through a melt which is constantly cooled down (e.g., in a continuous casting process). The bubbles are then caught in the solidifying liquid and form a foam-like structure. In the liquid state such systems are very unstable compared to particle-stabilized metals, which can be kept liquid for some time.
Foaming pure, additive-free metallic melts with inert gases may be a means to avoid some of the unwanted side effects of stabilizing additives in metallic melts (e.g., brittleness). To keep viscosity low, the foaming process has to take place at temperatures very close to the melting point. This can be done by bubbling gas through a melt which is constantly cooled down (e.g., in a continuous casting process). The bubbles are then caught in the solidifying liquid and form a foam-like structure. In the liquid state such systems are very unstable compared to particle-stabilized metals, which can be kept liquid for some time.
Foaming of Melts with Blowing Agents (Alporas):-
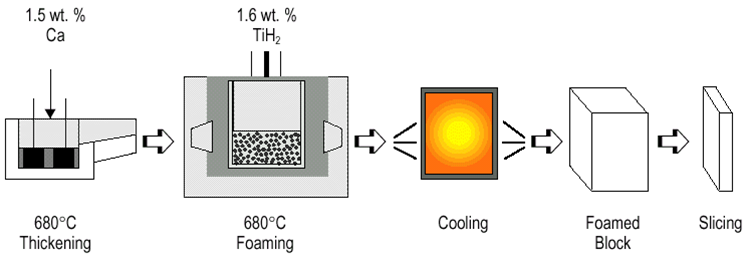
A second way for foaming melts directly is to add a blowing agent to the melt instead of injecting gas into it. Heat causes the blowing agent to decompose and release gas, which then propels the foaming process.In a first step, about 1.5 wt. % calcium metal is added to an aluminium melt at 680°C. The melt is stirred for several minutes, during which its viscosity continuously increases by a factor of up to five because of the formation of calcium oxide (CaO), calcium-aluminium oxide (CaAl2O4), or perhaps even Al4Ca inter metallic’s, which thicken the liquid metal. The effect of stirring on the viscosity of aluminium melts with various calcium additions.After the viscosity has reached the desired value, titanium hydride (TiH2) is added (typically 1.6 wt.%), serving as a blowing agent by releasing hydrogen gas in the hot viscous liquid. The melt soon starts to expand slowly and gradually fills the foaming vessel. The foaming takes place at constant pressure. After cooling the vessel below the melting point of the alloy, the liquid foam turns into solid aluminium foam and can be taken out of the mould for further processing. The entire foaming process can last 15 minutes for a typical batch (2,050 mm ´ 650 mm ´ 450 mm3). A careful adjustment of process parameters has been shown to lead to homogeneous foams .In fact, the foams produced in this way—trade names Alporas—seem to be the most homogeneous aluminium foams currently available. An empirical relationship exists not only between average cell diameter and the viscosity of the melt but also between the final foam density and viscosity. Typical densities after cutting off the sides of the cast foam blocks are between 0.18 g/cm3 and 0.24 g/cm,3 with the average pore size ranging from 2 mm to 10 mm. The viscosity of molten aluminium can also be enhanced by bubbling oxygen, air, or other gas mixtures through the melt, thus causing the formation of alumina; by adding powdered alumina, aluminium dross, or scrap foamed aluminium; or by using metallic viscosity-enhancing additives. However, the proper adjustment seems to be quite difficult and requires complicated temperature cycles and mechanical agitation.
Foaming of Powder Compacts (Foaminal/Alulight):-

Foamed metals can be also being prepared from metal powders. The production process begins with the mixing of metal powders—elementary metal powders, alloy powders, or metal powder blends—with a blowing agent, after which the mix is compacted to yield a dense, semi-finished product. The compaction can be achieved using any technique in which the blowing agent is embedded into the metal matrix without any notable residual open porosity. Examples of such compaction methods are uniaxial or isostatic compression, rod extrusion, or powder rolling. The precursor has to be manufactured very carefully because residual porosity or other defects will lead to poor results in further processing. The next step is heat treatment at temperatures near the melting point of the matrix material. The blowing agent, which is homogeneously distributed within the dense metallic matrix, decomposes and the released gas forces the melting precursor material to expand, forming its highly porous structure. The time needed for full expansion depends on the temperature and size of the precursor and ranges from a few seconds to several minutes. The method is not restricted to aluminium and its alloys; tin, zinc, brass, lead, gold, and some other metals and alloys can also be foamed with appropriate blowing agents and process parameters.
If a piece of precursor material is foamed in a furnace, the result will be a lump of metal foam with an undefined shape unless the expansion is limited. This is done by inserting the precursor material into a hollow mould and expanding it by heating, creating near-net shaped parts with a closed outer skin and a highly porous cellular core. Complicated parts can be manufactured by injecting the still-expanding foam from a reservoir into suitable molds.. Sandwich panels consisting of a foamed metal core and two metal face sheets can be fairly easily obtained by bonding the face sheets to a piece of foam with adhesives. Alternatively, if pure metallic bonding is required, conventional sheets of metal—aluminium or steel—are roll-clad to a sheet of foam able precursor material. The resulting composite can be deformed in an optional step, e.g., deep drawing. The final heat treatment, in which only the foam able core expands and the face sheets remain dense, then leads to sandwich structures such as the one shown in Figure . Aluminium foam can be combined with steel or titanium face sheets as well as with aluminium face sheets. In the latter case, alloys with melting points that are different from the core material and the face sheets must be used to avoid melting the face sheets during foaming.


ADVANTAGES :-
1) No single property of metal foams is particularly exceptional - most of their material properties (stiffness, density, toughness...) are available in any number of other materials.
2) The true selling point of metal foams in general - and aluminum foam in particular High strength (10 MPa) and stiffness (1 GPa)
3)Low density (around 1/5 of that of solid Al)
4)The ability to absorb large amounts of energy at a low stress when compressed in any direction.
5) Foams intrinsically combine relatively high stiffness with lower density than their parent material.
6) In most foam, this collapse involves extensive plastic deformation of the cell walls in a localized band of failed cells, which gradually propagates throughout the material at a low (and almost constant) stress
7) The combination of high electrical conductivity and a large surface area makes open-cell foams suitable for use as electrodes, for example in lead-acid batteries. Open-cell foam structures are also useful as catalyst supports.
DISADVANTAGES:-
1)They are difficult to manufacture since the metal has to be melted first. If the viscosity or the blowing agent is not mixed in perfect blend the metal foam would crumble on its own.
2)High temperature metal poses a great difficult in manufacturing of these metals. Skilled personal are required in manufacturing of these metal and it’s a complicated process.
3)Cost is a major factor when it comes to metal foam. The costs incurred in increasing viscosity and in blowing agents are considerably high. Skilled people have to be employed.
4) Knowledge about the metal foam is still not wide spread .the places where metal foam can be used effectively are yet to be discovered and applied.
APPLICATION:-




APPLICATION:-




- Crash box
- Acoustic noise reduction (Sound absorption in difficult condition, Sound absorption in commercial buildings, hotels, roads)
- Electromagnetic shielding (Cover boxes for electronic devices, Wall and ceiling plates for protection of rooms against entering or releasing of electromagnetic waves
- Self-supporting, stiff and super light weight panels for building and transport
- Compressor casings
- Heat exchangers, filters, catalysts
- Instrument housing
- Loudspeaker enclosures
- Gearbox housings
- Structural parts for spacecraft
Here i would like share one more interesting news about this metal foam that is latest invention of metal sponge in the biomedical field:-
At present, stainless steel, Co-Cr alloys and Ti alloys are three main metallic biomaterials used as bone prosthesis(artificial body used to replace main body).
Although these metals are, in monolithic form, biocompatible, fine debris particles and/or ions released over the lifetime of the implantation, coming into contact with the surrounding tissue appear to be not biocompatible
The abnormally high levels of metal ions and/or particles are believed to be associated with carcinogenic, toxic, inflammatory and allergic reactions eventually leading to the prosthesis aseptic loosening.
High mechanical stiffness of the three metals is also believed to associate with bone resorption.
When an orthopedic or dental implant is placed in the body to replace a bone or a part of a bone, it needs to handle the loads in the same way as its surrounding bone.
If the modulus of elasticity of the implant is too much bigger than the bone(YOUNG'S MODULUS OF BONE "E"= 10 TO 30 GPA), the implant will take over the load bearing and the surrounding bone will start to die.
Bone has a modulus of between 10 and 30 GPa
Titanium has a modulus of approximately 100 GPa
This will cause the loosening of the implant and eventually ends in failure. This is known as stress shielding.
When this happens, the patient will need a revision surgery to replace the implant.
And finally we can conclude that" “metal foam” that has a similar elasticity to bone could mean a new generation of biomedical implants that would avoid bone rejection that often results from more rigid implant materials".
METAL FLOATING ON WATER:-
 As the fig shows the metal floats on water that indicates that density of metal is comparatively less than density of water.In the figure only 80% of metal floating on water
As the fig shows the metal floats on water that indicates that density of metal is comparatively less than density of water.In the figure only 80% of metal floating on water
METAL FLOATING ON WATER:-

No comments:
Post a Comment